-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produkt
Seria CKX — konfigurowalna tokarko-frezarka z dwoma wrzecionami





- OPIS
- PARAMETRY TECHNICZNE
- SKONTAKTUJ SIĘ Z NAMI
PARAMETRY TECHNICZNE
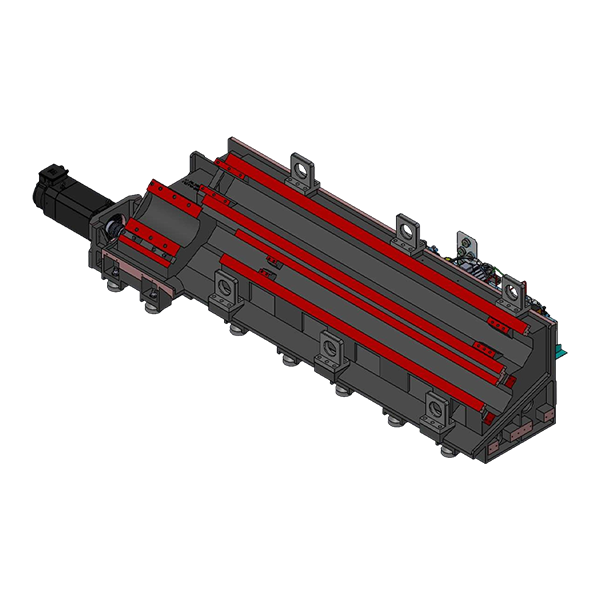 | Wprowadzenie do bazy |
| Głowica wrzeciona/wartość momentu obrotowego | 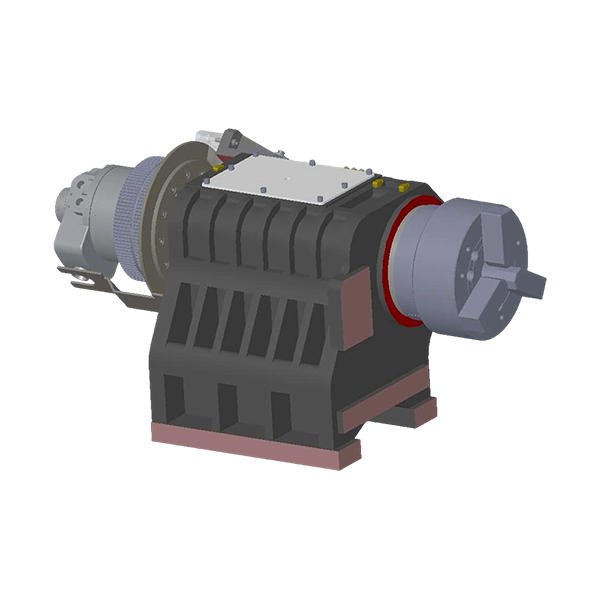 |
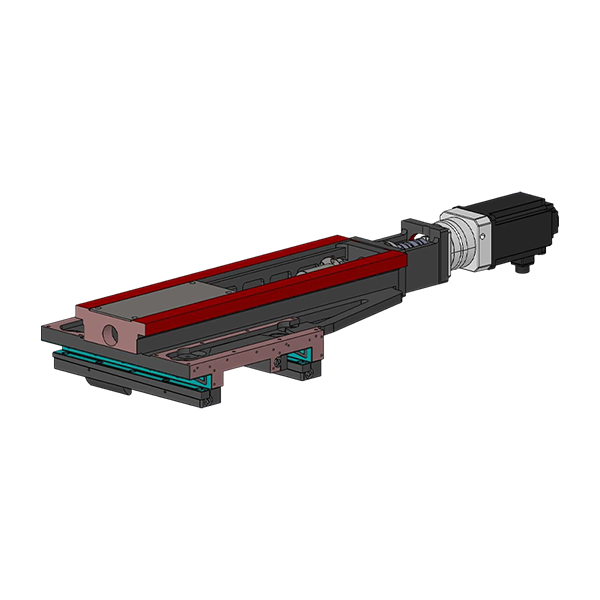 | Smutny dle ·W osi Y zastosowano podwójnie utwardzany układ prowadnic, który zwiększa efektywną rozpiętość i zapewnia optymalną sztywność przy posuwie skrawania. |
| Kompensacja dla osi Y ·W osi X zastosowano konfigurację z podwójną twardą szyną, która zwiększa efektywną rozpiętość i zapewnia optymalną sztywność przy posuwie skrawania. |  |
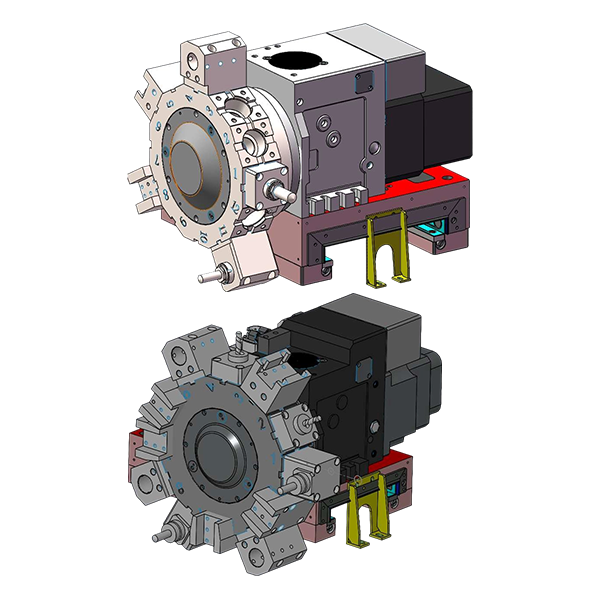 | Moc Wieża CKX750 |
| Konik W osi W zastosowano podwójnie utwardzany układ prowadnic, który zwiększa efektywną rozpiętość i zapewnia optymalną sztywność posuwu. | 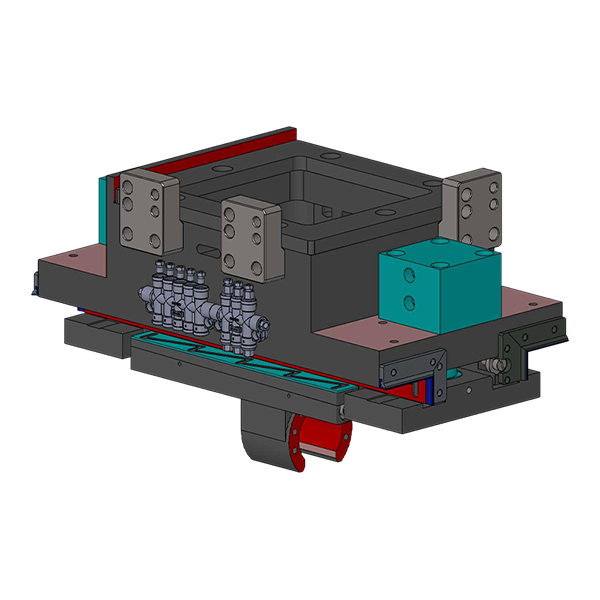 |
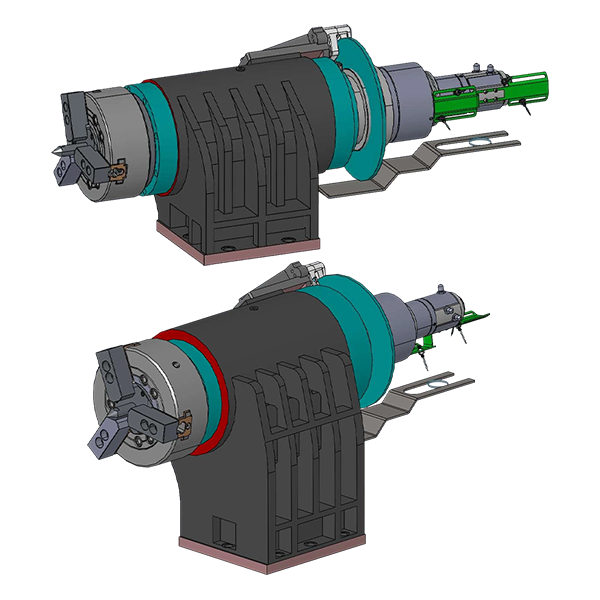 | Wrzeciono elektryczne CKX750 |
| Centrum Odpocznij | 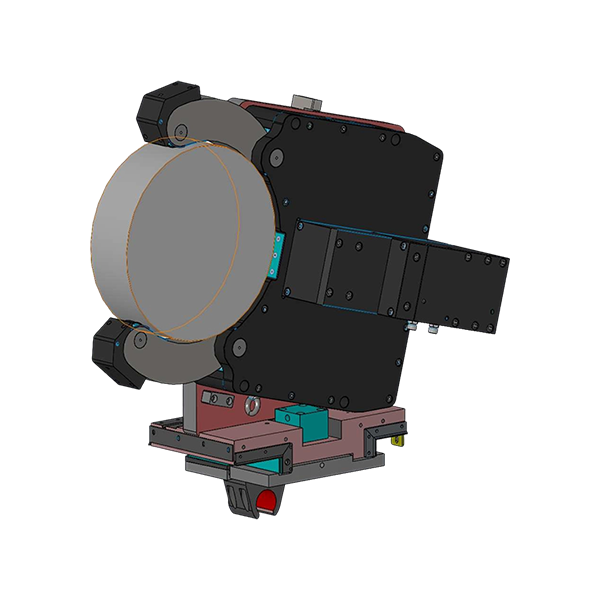 |


O NAS
Dedykowane wyłącznie doskonaleniu technologii toczenia i frezowania
, założona w 2015 roku, działa jako zintegrowane przedsiębiorstwo produkcyjno-handlowe, zajmujące się wszystkim, od badań i rozwoju, przez produkcję, po sprzedaż i serwis. Wyposażoni w zaawansowane urządzenia obróbcze, takie jak portalowe centra obróbcze CNC, szlifierki do płaszczyzn i szlifierki do prowadnic, utrzymujemy ścisłą kontrolę jakości w całym procesie produkcyjnym – od odlewu i montażu po sprzedaż gotowych maszyn i wsparcie posprzedażne. Nasze obrabiarki cieszą się powszechnym uznaniem dzięki innowacyjnej konstrukcji, niezawodnemu działaniu, wysokiej precyzji, doskonałej opłacalności i kompleksowemu serwisowi.
-
0
 Załóż w
Załóż w
-
0+
 Powierzchnia budynku
Powierzchnia budynku
-
0+
 Pracownicy
Pracownicy
-
0+
 Kraj eksportu
Kraj eksportu

CERTYFIKAT HONOROWY
CERTYFIKAT




Zwróć uwagę na nasze najnowsze wiadomości i wystawy
 Zobacz wszystkie wiadomości
Zobacz wszystkie wiadomości
Wiadomości i spostrzeżenia
-
 Wiadomości branżowe
Wiadomości branżowe -
Wiadomości branżowe
-
Wiadomości branżowe
-
Wiadomości branżowe
WIEDZA BRANŻOWA
Kiedy kompozyt tokarsko-frezarski faktycznie pokonuje „tokarkę”
A wydajna obróbka tokarsko-frezarska obrabiarka kompozytowa pokazuje swoją zaletę, gdy część wymaga wielu konwersji punktów odniesienia (toczenie, frezowanie, wiercenie, gwintowanie, elementy niecentryczne, otwory pod kątem), a łańcuch tolerancji jest napięty. Jeśli przenosisz część między maszynami, każde ponowne zamocowanie powoduje zwiększenie błędu oraz „ukryty koszt” czasu konfiguracji i kontroli w trakcie procesu.
- Części o współosiowych elementach pryzmatycznych: jedno zaciśnięcie lepiej zachowuje koncentryczność i prawdziwą pozycję.
- Średnie partie z częstymi zmianami: mniej uchwytów i mniej przesunięć skraca czas nieobróbki.
- Części o wysokiej wartości: ryzyko złomowania spada, gdy proces jest skonsolidowany i monitorowany w jednym systemie sterowania.
W naszej własnej linii badania i rozwój oraz doskonalenie procesów skupiają się na jednej rzeczy — technologii kompozytów tokarsko-frezarskich — dzięki czemu prędkość iteracji pozostaje wysoka, a platforma staje się bardziej dojrzałe i charakteryzujące się mniejszą awaryjnością z biegiem czasu.
Strategia układu odniesienia: jak chronić koncentryczność i prawdziwą pozycję
W przypadku kompozytu tokarsko-frezarskiego największy wzrost dokładności często wynika z planowania punktu odniesienia, a nie z podążania za specyfikacjami na poziomie mikronów. Celem jest utrzymanie odniesienia powierzchni funkcjonalnych do stabilnego punktu odniesienia we wszystkich operacjach.
Praktyczne zasady ograniczające kumulację tolerancji
- Najpierw obróć główną średnicę ustalającą i powierzchnię czołową, a następnie wyfrezuj elementy odnoszące się do tych powierzchni.
- Użyj sondowania, aby „zamknąć pętlę” po obróbce zgrubnej, przed wykończeniem krytycznych wzorów.
- Unikaj ponownego zaciskania, jeśli nie jest to konieczne; w razie potrzeby ponownie ustal punkt odniesienia, używając sondy wbudowanej w wrzeciono i dedykowanych funkcji lokalizujących.
- Utrzymuj ścieżki narzędzi zgodne z GD&T: wykończ powierzchnie wpływające na tolerancję jako ostatnie, aby zminimalizować skutki deformacji.
Częstym błędem kupujących jest „kupowanie specyfikacji” przy jednoczesnym ignorowaniu dyscypliny dotyczącej danych. W prawdziwej produkcji ciągłość układu odniesienia w jednym ustawieniu jest zwykle większą dźwignią.
Oś B a frezowanie stałe: co zyskujesz, co musisz kontrolować
Dodanie osi B (lub równoważnej możliwości frezowania wieloosiowego) rozszerza zakres funkcji — powierzchnie kątowe, otwory złożone, frezowanie swobodne — bez dodatkowych ustawień. Kompromis polega na tym, że ważniejsza jest kalibracja i dyscyplina procesu.
| Możliwości | Najlepiej dopasowane aplikacje | Kluczowy punkt kontrolny |
|---|---|---|
| Frezowanie pod stałym kątem | Szczeliny, płaskowniki, krążki śrubowe | Stabilność przesunięcia wrzeciona do punktu roboczego |
| Frezowanie w osi B/wieloosiowe | Otwory kątowe, wirniki, złożone powierzchnie | Kalibracja osi obrotowej weryfikacja sondy |
Jeśli Twoje części są w większości frezowane 2,5D na toczonym materiale, być może nie będziesz potrzebować pełnej obróbki wieloosiowej. Jeśli jednak tak się stanie, upewnij się, że konstruktor ma sprawdzoną metodę kalibracji i obsługuje procedury weryfikacji – w tym przypadku producent skupiony na badaniach i rozwoju może ułatwić korzystanie z urządzenia.
Kontrola wiórów: ukryty wyznacznik czasu sprawności w obróbce kompozytów
Podczas skrawania kompozytu tokarsko-frezarskiego powstają mieszane rodzaje wiórów: długie wióry tokarskie, łamane wióry frezarskie i żylaste wióry wiertnicze. Odprowadzanie wiórów nie jest kwestią kosmetyczną — wpływa na wykończenie powierzchni, trwałość narzędzia, alarmy obciążenia wrzeciona, a nawet zużycie osi w przypadku recyrkulacji wiórów.
Co uwzględnić w procesie
- Do toczenia używaj geometrii łamacza wióra; nie „wymuszaj” łamania wiórów poprzez nadmierne podawanie, jeśli szkodzi to wykończeniu.
- Operacje sekwencyjne, aby ciężkie toczenie nie zakrywało delikatnych elementów frezowania pod wiórami.
- Chłodziwo pod wysokim ciśnieniem jest najbardziej przydatne w przypadku głębokiego wiercenia, przecinania i materiałów gumowatych.
- Uważaj na upakowanie wiórów wokół wrzeciona pomocniczego/obszar mocowania dodatkowego; jest to częste źródło nieoczekiwanych przestojów.
Oceniając maszyny, zapytaj o projekt odprowadzania wiórów i łatwość serwisowania. W prawdziwych sklepach stabilność wiórów często równa się stabilności produkcji .
Zachowanie termiczne: dlaczego zdarza się „dzień dobry, popołudnie złe”.
Maszyny kompozytowe skupiają więcej źródeł ciepła w jednej obudowie: wrzeciono główne, wrzeciono frezarskie, serwa, śruby kulowe, a często także drugie wrzeciono. Wraz ze zmianą temperatury zmieniają się również punkty środkowe narzędzia i wzrost wrzeciona – szczególnie zauważalne w przypadku długich części lub głębokich otworów.
Taktyki stosowane w hali produkcyjnej w celu ustabilizowania dokładności
- Rozgrzej się, stosując reprezentatywne prędkości wrzeciona i ruch osi, a nie tylko bieg jałowy.
- Zakończ krytyczne średnice/otwory po osiągnięciu przez maszynę stabilnego stanu termicznego.
- Użyj sondowania, aby skompensować: zmierz element odniesienia i popraw przesunięcia przed końcowymi przejściami.
- Jeśli tolerancja jest wąska, należy ujednolicić temperaturę płynu chłodzącego i podczas wykańczania trzymać drzwi obudowy zamknięte.
Praktyczny wniosek na wynos: powtarzalność wynika ze spójności termicznej więcej niż jednorazowe sprawdzenie geometrii.
Zarządzanie narzędziami: jak zapobiegać kolizjom i skracać czas bez obróbki
Ponieważ systemy narzędzi tokarskich i frezarskich mają tę samą przestrzeń roboczą, zarządzanie narzędziami jest zarówno dźwignią produktywności, jak i wymogiem bezpieczeństwa. Kolizje często wynikają z przeoczonych zmian długości narzędzia, źle ustawionych przesunięć punktu zerowego lub mieszanych konwencji współrzędnych pomiędzy cyklami toczenia i frezowania.
Kontrole procesów warte standaryzacji
- Utrzymuj A wydajna obróbka tokarsko-frezarska obrabiarka kompozytowa biblioteka ze zweryfikowanymi długościami pomiarowymi i limitami wysunięcia; zablokuj zmiany za uprawnieniami.
- Jeśli to możliwe, należy stosować pomiary w maszynie za pomocą przyrządu do wstępnego ustawiania narzędzi, aby wcześnie wykryć dryft przesunięć.
- Standaryzuj bezpieczne płaszczyzny do operacji toczenia i frezowania; unikaj „niestandardowych bezpiecznych samolotów” na programistę.
- Wprowadzenie protokołu pracy na sucho dla nowych programów: zmniejszony posuw, pojedynczy blok i skupienie kontroli kolizji w pobliżu uchwytu/szczęk.
Dlatego też części zamienne i wsparcie techniczne są dedykowane dla jednego typu maszyny: szybka reakcja ma największe znaczenie, gdy próbujesz chronić czas pracy.
Wybory dotyczące uchwytów roboczych, które decydują lub psują obróbkę kompozytów
W przypadku kompozytów tokarsko-frezarskich uchwyt i szczęki nie tylko trzymają – wyznaczają punkt odniesienia, wpływają na okrągłość i określają, czy operacje przenoszenia są stabilne. Nadmierne zaciskanie może zdeformować cienkościenne części; niedostateczne dociśnięcie powoduje mikropoślizg, który pogarsza wykończenie powierzchni i dokładność pozycjonowania.
Typowe scenariusze i najlepsze praktyki
- Cienkie rurki/pierścienie: stosować szczęki miękkie nawiercane przy tej samej sile mocowania co w produkcji; zakończyć krytyczne identyfikatory po ustabilizowaniu się stresu.
- Długie wały: stosować konik/podporę lub rozwiązania stałe; przed zwiększeniem prędkości nadaj priorytet kontroli wibracji.
- Przenieś na wrzeciono pomocnicze: dodaj element ustalający (pilot/ramię), tak aby drugi uchwyt odnosił się do znanej powierzchni.
- Frezowanie z wysokim momentem obrotowym na toczonym materiale: sprawdź ząbkowanie szczęk i wzór styku; słaby kontakt jest cichym źródłem rozmów.
Jeśli chcesz uzyskać szybką ocenę: najpierw popraw trzymanie, a następnie dostosuj parametry — zmiany w sposobie trzymania mogą przynieść rezultaty natychmiastowa poprawa plonów .
specjalizuje się w
usługi badawczo-rozwojowe, produkcyjne i sprzedażowe w zakresie obrabiarek
przemysł. Niestiardowa tokarko-frezarka CNC and Fabryka centrów kompozytowych do toczenia i frezowania CNC.
Doświadczona kadra i eksperci są zawsze do Państwa dyspozycji
profesjonalne doradztwo i rozwiązania problemów technicznych.
Produkt
Dlaczego my
Newsroom
Prawa autorskie © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

